
Die Prüfung der Ausgangsmaterialien und der fertigen Rohre spielt sowohl im Bereich der Forschung und Entwicklung als auch bei der Qualitätssicherung während der Fertigung eine entscheidende Rolle zur Gewährleistung der Funktionstüchtigkeit und Sicherheit der Rohre im bestimmungsgemäßen Einsatz. Beginnend bei der Stahlerschmelzung bis zu der für die Rohrart vorgeschriebenen Ablieferungsprüfung werden verschiedenste Prüfmethoden angewendet.
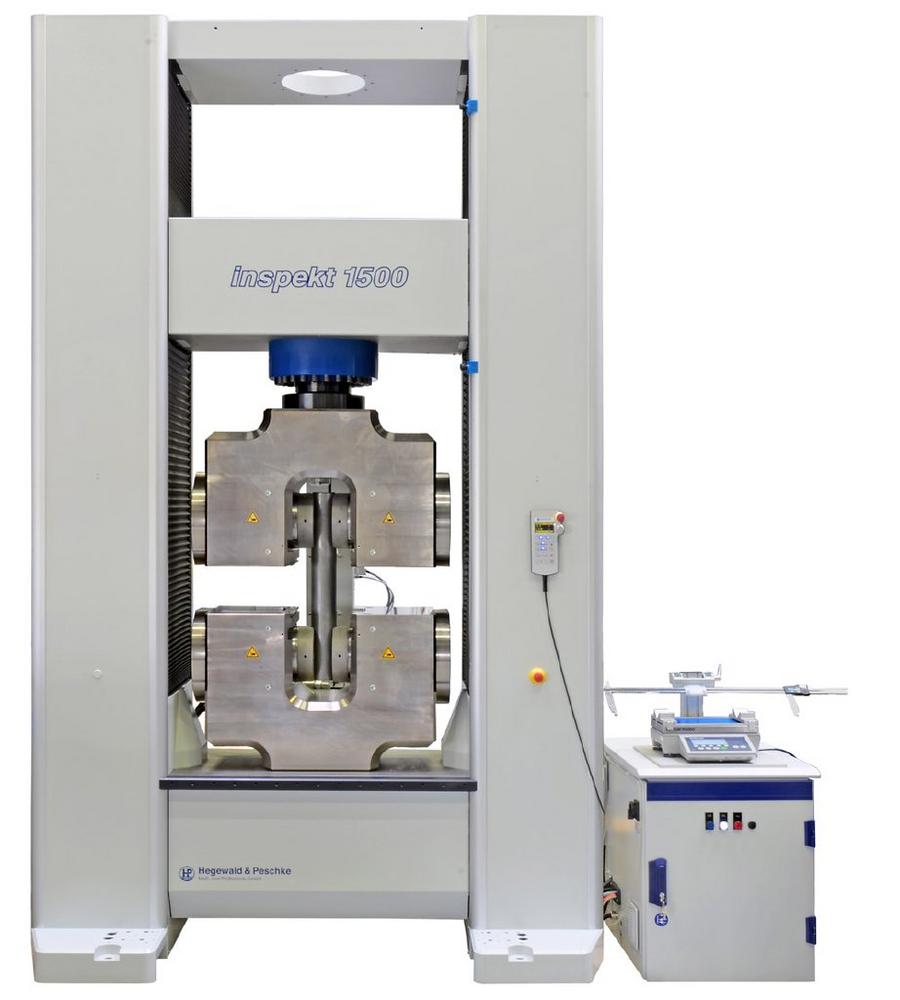
Zur Prüfung der Rohre am Ende des Herstellungsprozesses werden in der Praxis oftmals Universalprüfmaschinen der Serie inspekt in einem Lastbereich von 400 kN bis 2500 kN genutzt. Ausgestattet sind die meisten Prüfsysteme mit parallel schließenden Hydraulikspannzeugen, die eine hohe Spannkraft gewährleisten, die über die Versuchsdauer konstant bzw. proportional eingestellt werden kann.
Die Prüfsysteme sind ausgelegt für Zugprüfungen an Rohr- und Rohrstreifenproben (nach DIN EN ISO 6892-1:2020). Die Versuche können sowohl dehnungsgeregelt nach Verfahren A, als auch spannungsgeregelt nach Verfahren B durchgeführt werden. Versuche mit konstanter Abzugsgeschwindigkeit sind ebenso möglich.
Rohre mit kleineren Außendurchmessern können als komplettes Werkstück geprüft werden. Dabei werden die Rohrenden im Hydraulikprobenhalter eingespannt und dabei entweder zusammengepresst oder von innen mit einem Stopfen verstärkt, wodurch eine Vorschädigung beim Spannen vermieden wird.
Bei größeren Rohrdurchmessern werden oftmals Zugproben aus der Rohrwand entnommen.
Durch die Zugversuche werden Festigkeits- und Verformungs-Kenngrößen wie Streckgrenze, Zugfestigkeit und Bruchdehnung ermittelt. Natürlich kann auch die Steigung des elastischen Anteils der Spannungs- Dehnungskurve ermittelt werden.
Zur Dehnungsmessung an längsnahtgeschweißten Rohrproben, welche verpresst eingespannt werden und bei denen es während des Zugversuchs zur konkaven Verwölbung kommt, werden spezielle Messarme des Längenänderungsaufnehmers eingesetzt um sicherzustellen, dass der Kontakt zwischen Schneide und Probe bis zum Bruch bestehen bleibt. Die Doppelschneide besteht aus Rundschneiden aus gehärtetem HSS Arbeitsstahl mit hoher adhäsiver und abrasiver Verschleißfestigkeit bei hoher Zähigkeit und Druckfestigkeit. Durch den Klappmechanismus wird die Energie beim Bruch weggeleitet und nicht auf das inkrementelle Wegmesssystem übertragen, was besonders bei sprödbrechenden Materialien von Vorteil und zum Schutz des Prüfsystems ist.
Optional können die Prüfsysteme mit einer Messstation zur Längenmessung und zum Wiegen der Rohrproben ausgestattet werden.
Der Mess- und Prüftechnik-Spezialist mit Sitz in Nossen bei Dresden entwickelt, produziert und vertreibt seit 1990 hochwertige Maschinen, Komponenten und Softwarelösungen zur Werkstoff-, Bauteil- und Komponentenprüfung. Hierzu gehören z. B. Universalprüfmaschinen, Härteprüfgeräte, Bauteil- und Möbelprüfstände sowie verschiedene Längenmessvorrichtungen für Industrie und Forschung. Die 70 Mitarbeiter des Unternehmens mit Vertriebsbüros in ganz Deutschland bieten zudem verschiedene Services rund um das Thema Prüfen und Messen sowie die Nachrüstung von Universalprüfmaschinen. In den Bereichen Konstruktion und Softwareentwicklung pflegt Hegewald & Peschke enge Kooperationen mit Hochschulen und Fraunhofer-Instituten, wodurch das hohe Niveau der Produkte sowie deren technische Aktualität sichergestellt werden. Hegewald & Peschke wurde nach ISO 9001 zertifiziert bietet Kalibrierungen mit DAkkS-Akkreditierung an. Weitere Informationen über die Hegewald & Peschke GmbH finden Sie im Internet unter www.hegewald-peschke.de.
Hegewald & Peschke Meß- und Prüftechnik GmbH
Am Gründchen 1
01683 Nossen
Telefon: +49 (35242) 445-0
Telefax: +49 (35242) 445-111
https://www.hegewald-peschke.de
Marketingbeauftragte
Telefon: +49 (35242) 445605
Fax: +49 (35242) 445111
E-Mail: jana.koschemann@hegewald-peschke.de
![]()